
Заточка фрез своими руками
Данную процедуру можно выполнить самому и использовать при этом подручные средства.
Такая возможность сэкономит деньги, и в случае многократного использования сохранит драгоценное время.
- Сначала очищаем фрезу от нагара, для чего используем специальную жидкость, наподобие тех, что применяются для чистки двигателей автомобилей. Надо залить фрезу и подождать примерно три минуты, после чего очистить фрезу со всех сторон щеткой.
- Далее берем алмазный брусок и начинаем точить фрезу по передней кромке (движение канала фрезы по алмазному бруску).
- Брусок смачивается обычной водой. После заточки необходимо обтереть фрезу тряпочкой.
Качество ручной заточки значительно отличается от заточки с использованием специального станка, но в ручном варианте экономится время.
Станки для заточки концевых фрез по металлу
Для заточки концевых фрез по металлу применяют специальные станки, обеспечивающие поступательное и вращательное движение обрабатываемого инструмента.
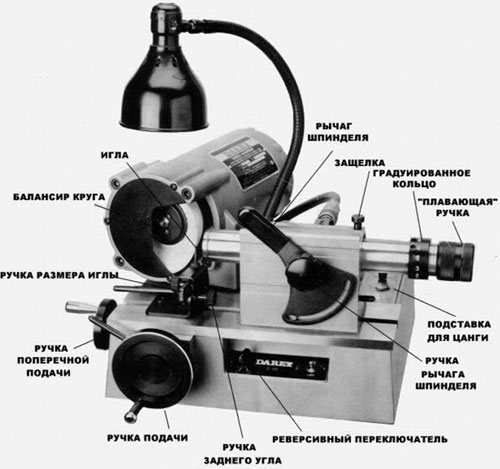
Изображение №4: прецизионный станок для заточки концевых фрез
Расскажем об особенностях заточки торцевых и боковых зубьев.
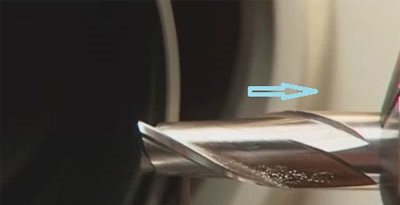
Заточка торцевых зубьев
Для заточки торцевых зубьев фрезы устанавливают горизонтально. Если станок не имеет специально предназначенного для этого градуированного кольца, горизонтальность выверяется при помощи угольника.
В процессе заточки оператор перемещает кромку абразивного круга вдоль кромки зуба. Угол заточки регулируется либо наклоном шпинделя с фрезой, либо смещением круга по вертикали.

Фотография №1: заточка торцевых зубьев концевой фрезы
Заточка боковых зубьев
Заточку боковых зубьев выполняют по следующей схеме.
- Фреза закрепляется в цанге.
- Игла-копир устанавливается в самое высокое положение, при котором кончик касается наружного края канавки.
- Абразивный круг передвигается в положение, при котором наружная кромка совпадает с иглой.
- Станок запускается.
- При помощи ручки прямой подачи круг подводится к фрезе (до начала искрения).
- Устанавливается толщина снимаемого слоя металла (25–50 мкм).
- Производится заточка зуба на всю длину. Для этого шпиндель с фрезой втягивается до тех пор, пока инструмент не сойдет с иглы.
- Проход повторяется.
Фотография №2: заточка боковых зубьев концевой фрезы
Далее по этой же схеме затачивают остальные зубья.
Особенности фрез
Для производства резаков применяются разные материалы. Для дерева пригодны инструментальные стали: быстрорежущие, легированные и углеродистые. Для обработки металла, пластика, керамики, камневидных материалов применяют твердые сплавы, алмазы, эльбор, минералокерамику.
Сталь для фрез по древесине
- Для резки дерева применяются такие марки инструментальных сталей: У-9-А, У-8-А, У-7-А, ХВ-5, 9-ХС, ХГ, ХВГ.
- Быстрорежущая сталь может быть нормальной производительности. Это марки Р-18, Р-6-М-5, Р-9, Р-12 и т.д. Метал повышенной производительности легирован ванадием, кобальтом, молибденом и вольфрамом. Это марки Р-6-М-3, Р-18-Ф-2-К-5, Р-9-Ф-2-К-10, Р-9-Ф-2-К-5 и пр.
Геометрия зубчиков
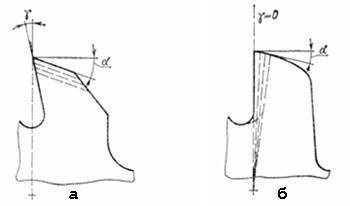
По конструкции резцы фрез делятся на острозаточенные (остроконечные) и затылованные.
- У острозаточенных зубцов участок задней поверхности (шириной n), смежный с режущей частью, является плоскостью . Точатся такие резцы по задней поверхности. Однако, если надо, можно точить их и по передней грани.
- У затылованных резцов фасонных фрез задняя поверхность имеет вид спирали Архимеда . Обработка ее технически очень сложна. Поэтому затачиваются такие зубцы исключительно по передней грани.
Каждый зуб представляет собой отдельный резец.
Он имеет стандартные параметры: задний (a) и передний (y) углы, площадь затачиваемой поверхности (n), угол уклона (l).
- Площадка n — это участок задней поверхности резца, который шлифуется при точении. В данном месте зубцы более всего изнашиваются, их размер влияет на силу трения меж фрезой и заготовкой. Из-за этого данную поверхность следует поддерживать в нормируемом диапазоне.
- Угол передней кромки (y) измеряется между касательной к передней грани и радиусом фрезы.
- Основной угол задний (a) измеряется между касательной к задней грани в нормируемой точке основной пилящей кромки и касательной к вращательной окружности этой точки. Данный угол при уменьшении понижает трение меж заготовкой и фрезой.
- Дополнительный угол задний (a1) имеют не все фрезы. Он описывает расширенный просвет меж разрезаемой поверхностью и телом резца. Инструкция говорит о необходимости в заточке этого промежутка при определенном износе фрезы и расширении площадки n. Цель операции – уменьшение трения меж зубцом и заготовкой.
- Исходя из направления и конфигурации режущей кромки различают зубцы винтовые либо прямые. Их уклон описывает угол (l) меж осью инструмента и развернутой винтовой кромкой.
Величина угла зависима от вида фрезы, марки ее материала и типа обрабатываемой заготовки. При резке древесины основной передний угол заточки выбирается в диапазоне 10-20 градусов, иногда больше. Задний угол также колеблется в широком коридоре значений.
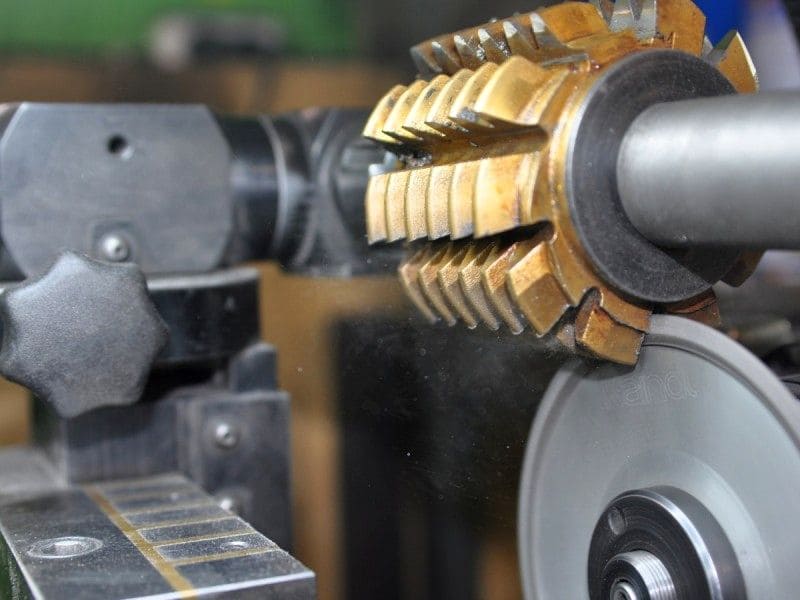
Использование оборудования для заточки червячных фрез
При обработке заготовок наиболее часто используются червячные фрезы.
Рис. 3 Процесс заточки червячный фрезы на универсальном станке.
Характеристики червячных фрез строго регламентированы ГОСТ 9324-60 и производятся:
- цельными;
- сборными (сварные, вставные).
Сборные червячные фрезы (для модулей с 10 до 16) применяются со вставными гребенками, которые выполняются из быстрорежущей литой стали или кованными. Червячные фрезы (для модулей с 18 по 30) изготавливаются путем сварки, и посадки зубьев из углеродистой стали на основание.
Для повышения срока использования червячных фрез предлагается метод высотной коррекции за счет изменения формы пространственной кривой характеризующей рабочий процесс. Применяется также метод осевых смещений инструмента, который повышает скорость проведения операций с увеличением срока использования червячных фрез.
Процесс заточки затылованных червячных фрез выполняется по передней части, а острозаточенных по задней поверхности зуба. После окончания процесса заточки производятся замеры:
- профиля поверхности передней;
- шага окружного;
- соответствия канавок стружечных.
Классификация заточных станков
Классификация станков для заточки металлорежущего инструмента производится по нескольким параметрам. По назначению они делятся на две группы:
- универсальные;
- специализированные.
На универсальном оборудовании производится заточка любого инструмента: ножей, топоров, слесарного.
Специализированные агрегаты выполняют заточку одного типа инструмента, например червячных фрез для нарезки зубчатых колес. Кроме заточки режущей кромки, производится еще и затыловка каждой пластины. Аналогичным образом обрабатывается зуб на дисковых пилах. Отличается оборудование своей конструкцией и приспособлениями для закрепления затачиваемых деталей.
По габаритам и мощности различают настольное оборудование и заточные станки.
По производительности оборудование бывает:
- любительское;
- полупрофессиональное;
- промышленное или профессиональное.
Малые агрегаты часто используют в домашних мастерских, гаражах. При наличии токарного и другого настольного оборудования, на котором постоянно производятся работы, рекомендуют брать полупрофессиональное оборудование. Точило имеет небольшие габариты, 2 круга и помещается на верстаке.
Управление на заточных станках:
- ручное;
- полуавтоматическое;
- с ЧПУ.
Ручная заточка доступна всем при соблюдении техники безопасности.
На полуавтоматах работают специальные рабочие – заточники. Они выставляют параметры работы, и оборудование самостоятельно производит обработку режущих кромок. К этой группе станков относится большинство специализированного оборудования. Дисковые пилы и червячные фрезы могут обрабатываться насколько смен.
Максимально точно выводят форму резца и углы всех его плоскостей станки с ЧПУ. Они работают по заранее загруженной программе или используют в качестве образца шаблон.
Устройство станка
Заточный станок для инструмента имеет станину, на которой установлен двигатель. Через ременную или зубчатую передачу вращательный момент передается на вал с оправками для установки кругов. Сбоку расположены кнопки включения электропривода. Для удобства работы внизу перед каждым кругом имеется педаль. Нажимая на нее ногой, рабочий приводит в движение круги. Достаточно снять ногу, и вал выходит из сцепления с двигателем и продолжает вращаться по инерции, постепенно останавливаясь даже при включенной кнопке пуска.
В передней части станка установлены перед каждым кругом салазки. На них опирается затачиваемая деталь. Для соблюдения минимального зазора между площадкой салазок и круга по мере стирания последнего площадка подвигается. При большом просвете между абразивным инструментом и столом деталь может вывернуться.
Шлифовально-заточные станки для работы с плоским инструментом имеют стол, перемещающийся поступательно относительно вращающегося круга.
Заточка концевых фрез
Заточка концевых фрез с винтовым зубом осуществляется также вручную на универсально-заточных станках.
Заточка концевых фрез по главной задней поверхности производится так же, как и цилиндрических фрез торцовой поверхностью чашечного круга, при установке концевой фрезы в центрах. Заточка по вспомогательной задней поверхности осуществляется подобно торцовым чашечным кругом. В настоящее время выпускается полуавтомат модели В3125 для заточки концевых фрез диаметром 14—50 мм по передней и задней поверхностям.
Это интересно: Заточка токарных резцов по металлу — углы, станки, видео, своими руками
Виды фрез
Всего существует несколько видов режущего инструмента. К таковому относится: цилиндрический, концевой, дисковый, торцевой и пазовый.
https://youtube.com/watch?v=h_EbbTI_1Mk
По виду предназначения:
- угловой;
- фасонный;
- шпоночный;
- для обеспечения пазов вида Т.
По поверхности:
- пластмассе;
- дереву;
- металлической;
- стеклу;
- иные.
Затачивание сложно, так как протяженность режущего основания большая. Поэтому используются специализированные инструменты. А некоторых случаях шлифование осуществляется вручную, но работник, выполняющий эти работы должен обладать опытом. Не имеющий навыков сотрудник может допустить брак и на зубьях появятся дефекты: трещины, заусеницы или раковины, в связи, с чем инструмент нужно будет шлифовать повторно, а это приведет к уменьшению размера.

https://youtube.com/watch?v=pIrvItQkyFw
https://youtube.com/watch?v=9kXJKMwCbaU
https://youtube.com/watch?v=Q5aQ_RnGxVw
Оснастка для фиксации заготовки
Для проведения процесса фрезеровки необходимо фиксировать заготовку для чего используются:
Читать также: Чем отличается технологическая карта от технологического процесса
Столы поворотные круглые используются для проведения операций фрезерования заготовок имеющих криволинейную поверхность. Данный тип столов имеет широкий диапазон смещений:
- вращение;
- изменение угла наклона плоскости стола;
- возможности обработки изделий в вертикальном положении.
Зажимы или прихваты позволяют фиксировать изделия с помощью специальных элементов, которые в свою очередь крепится к столу с помощью болтов и гаек. Для фиксации небольших по размеру заготовок используются тиски простые и с поворотным механизмом.
Чертеж полноценного приспособления
Довольно простой способ изготовления самодельного заточного оборудования, которое практически ничем не отличается от заводского изделия. Для его сборки по готовым чертежам требуется около 1,5-2 часов времени.
Для изготовления своими руками приспособления для заточки сверл необходимо предусмотреть наличие следующих расходных материалов, оборудования и инструментов:
- сварочного аппарата;
- электрической дрели;
- болгарки;
- стандартного слесарного набора инструментов;
- уголка, размер полок которого 30х30, а его длина 100-150 мм;
- металлических пластин, имеющих разную толщину (3-5 мм);
- шпильки или куска стальных прутов, диаметр которых составляет 10-12 мм;
- шайб, винтов, болтов и гаек, имеющих различные размеры.

В первую очередь выполняется изготовление станины, которое будет основанием в точильном устройстве. Для этого используют стальную пластину, на которую приваривается стальной пруток (12 мм в диаметре) под углом 75 градусов. Он будет являться осью.

После чего на приваренный прут следует насадить шайбу, которая будет представлять собой опорный подшипник. Величина угла, поворота станины при затачивании сверла будет незначительной, поэтому в использовании стандартного шарикового подшипника нет резона.
Ложе, где будет размещаться затачиваемый инструмент, выполняется из подготовленного уголка. Одну сторону на угловом профиле, которая обращена к стороне точильного камня, необходимо сточить под углом 60 градусов. На ложе, согласно чертежа, приваривается кронштейн, посредством которого будет выполняться фиксация поворотного узла приспособления. В результате этого будет изготовлена конструкция, углы которой, в случае параллельного положения ложа и станины, должны быть расположены к поверхности абразивного камня в соответствии с углом затачиваемого сверла.
У заточного станка, который представлен на чертеже предусмотрены фиксированные углы наклона, но для больших возможностей желательно обеспечить возможность регулирования углов. В таких случаях будет больше шансов использования приспособления при необходимости восстановить инструменты, с разными углами заточки, например, если необходимо заточить сверла по металлу, бетону и пр.
Для создания более функционального узла можно воспользоваться чертежами других конструкций, имеющих возможность регулировки углов:
Особенность заточки фрез состоит в относительно большой протяженности и криволинейности режущих кромок их зубьев. При заточке требуется обеспечить движение поверхности круга точно по кромке. Особую сложность в этом отношении представляет заточка фасонных фрез, имеющих затылованный угол. Чтобы сохранить фасонный профиль фрезы и упростить заточку, затылованные зубья затачиваются только по передней поверхности (где передняя, а где задняя поверхности см. ниже). Острозаточенные зубья, имеющие прямолинейную или стандартизированную криволинейную форму, затачивают по задней поверхности. Прорезные и отрезные фрезы затачиваются по передней и задней поверхностям зубьев. Про их заточку читайте в статье Заточка дисковых пил.
Заточку осуществляют на специализированных и универсальных станках для заточки фрез, реже вручную.
Материал фрез
Из инструментальных сталей используются марки У7А, У8А, У9А, ХГ, ХВ5, 9ХС, ХВГ и пр.
Быстрорежущая инструментальная сталь, идущая на изготовление фрез, подразделяется на сталь нормальной производительности (Р6М5, Р9, Р12, Р18 и пр.) и повышенной. К последней категории относятся стали, легированные кобальтом, ванадием, вольфрамом и молибденом (Р6М3, Р18Ф2К5, Р9Ф2К10, Р9Ф2К5 и др.).
Твердые сплавы, из которых делают зубья фрез, производятся в виде пластин стандартных размеров и форм, крепящихся к корпусу фрезы высокотемпературной пайкой (например, серебряным припоем ПСр-40) или с помощью резьбовых соединений (сборные фрезы). Они состоят из карбидов вольфрама, титана и тантала, связанных кобальтом. Фрезы, изготовленные из вольфрамо-кобальтовых сплавов (ВК2, ВК3, ВК6, ВК6М, ВК8 и пр.), используются для обработки чугуна, цветных металлов, неметаллических материалов. Титаново-вольфрамо-кобальтовые сплавы (Т5К10, Т15К6, Т14К8, Т30К4 и др.) менее прочны, чем сплавы типа ВК, но они имеют более высокую износостойкость при обработке деталей из различных видов стали. Трехкарбидные сплавы, состоящие из карбидов вольфрама, тантала, титана и кобальта (ТТ7К12 и пр.), в основном также применяются для обработки сталей.
Типы фрез для мотокультиватора – разновидности и описание
Все имеющиеся в продаже фрезы для культиваторов поддаются определенной классификации.
На рынке встречается оборудование таких типов:
фрезы типа «гусиные лапки» — оборудование этого типа вошло в активное применение сравнительно недавно. Такие приспособления хорошо справляются с обработкой твердых типов грунтов, целины с одновременным удалением высоких сорняков. Высокой прочности и надежности фрез удалось достичь за счет их неразборной конструкции. Основным минусом таких приспособлений является материал, из которого они изготовлены – для большинства фрез типа «гусиные лапки» производители используют углеродистую сталь, которая гораздо легче поддается деформации при вспашке тяжелых глинистых грунтов. Тем не менее, почвенные фрезы типа «гусиные лапки» довольно просты в ремонте и сварке. Оборудование этого типа сегодня входит в комплектацию культиваторов производства компаний Caiman, Ока, Авангард и Каскад.
При выборе фрез для культиватора обязательно следует учитывать тип обрабатываемой почвы. От этого зависит эффективность и длительность практического применения выбранного оборудования.
Работа с электроточилом
Абразивные круги всегда должны «набегать» на режущую кромку, а полировальные – «убегать». Таким образом, не стоит полировать что-либо вращением круга на себя. Это гарантированно приведет к выбросу детали в сторону оператора и травмам. После выполнения работ на станке с водяным охлаждением всегда следует сливать воду из поддона. Если пренебречь этим советом, то камень напитается водой и потеряет прочность. Заточка инструмента не столь сложна, как может показаться на первый взгляд. Главное, о чем стоит подумать в первую очередь при проведении работ, безопасность и бережное отношение к инструменту!
Если электроточило необходимо для личных целей, то марка не имеет решающего значения. Такое оборудование включается в сеть ненадолго и имеет большой ресурс.
Заточка – движение по кругу
Будучи столярами, мы предпочитаем работать с инструментами, а не доводить их до совершенства, поэтому большинство из нас избегает заточки до тех пор, пока такая необходимость не станет абсолютно неотложной. Инструменты тупятся, не оставляя чистых срезов, и работа превращается в пытку. Но с помощью простой и легко запоминающейся техники вы можете буквально за несколько минут вернуть вашим стамескам и рубанкам нижнюю остроту. Вот как это делается.
Для правильной работы лезвие стамески или рубанка должно иметь идеально плоскую заднюю сторону (спинку). Слегка смочив водой грубую сторону алмазной пластины (325-grit), положите на неё плашмя спинку лезвия и передвигайте из стороны в сторону до тех пор, пока не образуется равномерно матовая сетка из мелких царапин. Повторите эти действия на мелкозернистой стороне пластины (1200-grit), а затем на керамическом камне (6000-grit), чтобы отполировать спинку. Остановитесь, когда получится плоская поверхность, похожая на зеркало. Один раз проделав эту операцию со спинкой, вы вряд ли вернётесь к этому шагу в дальнейшем.
С помощью заточного станка или грубой стороны алмазной пластины сформируйте на лезвии основную фаску под углом 25°. Закрепив лезвие в направляющем приспособлении, сформируйте узкую режущую кромку под углом 30°, начав с мелкозернистой алмазной пластины и отполировав на керамическом камне.

При первых признаках затупления освежите режущую кромку с помощью алмазного и керамического абразивов (1200 и 6000-grit). После нескольких доводок ширина рабочей фаски увеличится. Когда она дойдёт до трети или половины основной фаски, заново сформируйте основную фаску под углом 25° и начинайте новый цикл заточки.
Оборудование и методы заточки фрез
В рамках даже небольшого производства не обойтись без использования фрез самого разного назначения. Номенклатура выпускаемых изделий на сегодняшний момент насчитывает тысячи наименований, различных по форме, типоразмеру, сфере применения. При активном использовании происходит износ и потеря необходимой режущей способности, использование тупой фрезы влияет на качество пропилов и ускоряет ее разрушение в разы, что недопустимо. Заточка фрез позволит увеличить срок эксплуатации и снизить финансовые затраты, но только в случае качественно произведенных работ на специальном оборудовании опытным точильщиком.
https://youtube.com/watch?v=26SukX_38yw
https://youtube.com/watch?v=aVahkw32FxQ
https://youtube.com/watch?v=lGiMRd2bq-4
Область применения
Для выполнения технологических операций существуют различные виды инструмента. Какую фрезу использовать в том или ином случае, для этого необходимо учесть, какой материал нужно обрабатывать.
Фрезы по металлу
К распространенным видам относятся:
- Дисковые. Элементы для резки материала расположены с одной или с двух сторон одновременно. Используются для прорезания пазов, выборки, обрезки и снятии фасок.
- Торцевые. Предназначены для обточки ступенчатых и плоских оснований.
- Цилиндрические. Изготавливаются с винтовыми и прямыми зубьями.
- Угловые. Используются для прорезания стружечных канавок в технологической оснастке.
- Концевые. Применяются для изготовления уступов, выемок по контуру и пазов.
- Фасонные. Предназначены для обработки фасонных поверхностей.
- Червячные. Обработка производится способом обката – касанием инструмента заготовки в одной точке.
Фрезы по дереву
Для обработки деревянных конструкций применяются инструменты:
- Концевые. Внешне напоминают сверло, при этом конусная часть отсутствует.
- Кромочные. Применяются для прорезания кромок и разной конфигурации выемок. Инструменты для фрезерования вручную конструктивно снабжены подшипником для регулирования глубины обработки.
- Пазовые. Используются для прорезания пазов.
- Копировальные. Расположение фрезерной головки в виде дуги.
Фрезы для пластика
При обработке изделий из пластика применяется инструмент:
- Торцевые. Для обработки больших оснований.
- Фасонные. Используются для прорезания сложных профилей.
- Концевые. Применяются для получения карманов или пазов.
- Для гравировки. С ее помощью на основание можно наносить узоры или логотипы.
Фрезы для стекла
Для подготовки изделий из стекла применяются алмазные фрезы. Предназначены для создания кромки и контура на ручном или автоматическом оборудовании.
https://youtube.com/watch?v=wMEsjlx8nPo
https://youtube.com/watch?v=V6KxEn87Udk
https://youtube.com/watch?v=av7wmeBrIds
Установка
Если пользователь приобрел фрезы без сборки, надлежит их правильно собрать. Сегодня это несложно, поскольку в распоряжении покупателя имеется не только подробная инструкция производителя, но и широкий спектр видеоматериала, которым можно обзавестись в интернете
Собирая изделие, важно следить за тем, чтобы активная часть агрегата входила в почву во время работы. Боковые варианты устанавливают по обе стороны мотоблока, работают они от приводных валов и колес
При таком положении фрезы являются практической заменой колес мотокультиватора, именно они и приводят мототехнику в движение.
Фрезы, работа которых осуществляется за счет вала отбора мощности, располагаются позади культиватора. Они не принимают участия в движении устройства.
Для установки фрез на культиватор необходимо пользоваться особенными деревянными козелками с высотой около 50 см. Также при этом технику нужно не только приподнять, но и опереть на сошник, а также наклонить под углом 45 градусов. Затем с мотокультиватора снимают колеса и на это место ставят фрезы. Далее на внешние концы с двух сторон надлежит установить специальные тарелки, за счет которых ход устройства будет плавным и устойчивым.
Дополнительные секции устанавливают к основным за счет применения штифтов. Ограничительный металлический диск соединяют с каркасом посредством болтов. При этом количество лопастей надлежит подбирать для культиватора, опираясь на его мощность. Чтобы собрать режущие лопатки, позволительно применять одну либо несколько осей
Собирая фрезу с четырьмя лепестками, важно учитывать последовательность правого и левого лезвий, которые размещены на крепежной пластине
Виды режущих элементов

Фрезерная обработка – тонкий процесс, требующий особого подхода, поэтому мастера очень тщательно выбирают оснастку, ориентируясь на разные нужды. В зависимости от обрабатываемого материала, бывают:
- по металлу;
- по дереву;
- по пластмассе;
- по стеклу.
Вторая важная особенность – это предназначение, различают фрезы:
- угловые (для углов);
- фасонные – в зависимости от детали, которая подвергается обработке;
- шпоночные – для создания специального паза с соответствующим названием;
- для углублений в материале в форме буквы «Т»;
- отрезные для разделения образца на части и пр.
Также при покупке изделий обычно первым делом называют форму резца, он может быть:
- цилиндрический;
- конический;
- дисковый;
- концевой;
- червячный и т.д.

Сложно перечислить все виды, поскольку для каждой процедуры фрезерования может быть куплен или даже выточен самостоятельно свой инструмент. Всего наименований насчитывается несколько десятков тысяч, и их номенклатура постоянно растет вместе с увеличением производственных потребностей. В каждой разновидности режущее основание достаточно большое по протяженности, вне зависимости от того, как оно расположено. Поэтому очень сложно обеспечить правильное и равномерное затачивание. Иногда для этого нужны специальные инструменты, в других случаях больше подходит скрупулезное шлифование руками. Отсутствие опыта или выполненная плохо по иным причинам работа может привести к образованию на режущей кромке сколов, царапин и трещин на поверхности.
Особенности фрез
Для производства резаков применяются разные материалы. Для дерева пригодны инструментальные стали: быстрорежущие, легированные и углеродистые. Для обработки металла, пластика, керамики, камневидных материалов применяют твердые сплавы, алмазы, эльбор, минералокерамику.
Сталь для фрез по древесине
- Для резки дерева применяются такие марки инструментальных сталей: У-9-А, У-8-А, У-7-А, ХВ-5, 9-ХС, ХГ, ХВГ.
- Быстрорежущая сталь может быть нормальной производительности. Это марки Р-18, Р-6-М-5, Р-9, Р-12 и т.д. Метал повышенной производительности легирован ванадием, кобальтом, молибденом и вольфрамом. Это марки Р-6-М-3, Р-18-Ф-2-К-5, Р-9-Ф-2-К-10, Р-9-Ф-2-К-5 и пр.
Обратите внимание! Если фреза имеет припаянные зубчики, это не всегда значит, что сделаны они из твердого сплава. Это может быть и быстрорежущая сталь
Геометрия зубчиков
По конструкции резцы фрез делятся на острозаточенные (остроконечные) и затылованные.
- У острозаточенных зубцов участок задней поверхности (шириной n), смежный с режущей частью, является плоскостью . Точатся такие резцы по задней поверхности. Однако, если надо, можно точить их и по передней грани.
- У затылованных резцов фасонных фрез задняя поверхность имеет вид спирали Архимеда . Обработка ее технически очень сложна. Поэтому затачиваются такие зубцы исключительно по передней грани.
Каждый зуб представляет собой отдельный резец.
Он имеет стандартные параметры: задний (a) и передний (y) углы, площадь затачиваемой поверхности (n), угол уклона (l).
- Площадка n — это участок задней поверхности резца, который шлифуется при точении. В данном месте зубцы более всего изнашиваются, их размер влияет на силу трения меж фрезой и заготовкой. Из-за этого данную поверхность следует поддерживать в нормируемом диапазоне.
- Угол передней кромки (y) измеряется между касательной к передней грани и радиусом фрезы.
- Основной угол задний (a) измеряется между касательной к задней грани в нормируемой точке основной пилящей кромки и касательной к вращательной окружности этой точки. Данный угол при уменьшении понижает трение меж заготовкой и фрезой.
- Дополнительный угол задний (a1) имеют не все фрезы. Он описывает расширенный просвет меж разрезаемой поверхностью и телом резца. Инструкция говорит о необходимости в заточке этого промежутка при определенном износе фрезы и расширении площадки n. Цель операции – уменьшение трения меж зубцом и заготовкой.
- Исходя из направления и конфигурации режущей кромки различают зубцы винтовые либо прямые. Их уклон описывает угол (l) меж осью инструмента и развернутой винтовой кромкой.
Величина угла зависима от вида фрезы, марки ее материала и типа обрабатываемой заготовки. При резке древесины основной передний угол заточки выбирается в диапазоне 10-20 градусов, иногда больше. Задний угол также колеблется в широком коридоре значений.
Классификация
Основной характеристикой является форма режущей части инструмента, которая определяет и назначение фрезы. В зависимости от данного параметра они подразделяются на:
- цилиндрические применяемые для нарезания шпоночных пазов и других работ;
- сферические, используются для подготовки круглых выемок;
- радиусные для нарезания пазов сложной конфигурации.
Инструмент имеет неравномерный шаг зубьев, который зависит от количества режущих кромок. Это т. н. окружной шаг и его размер определен требованиями ГОСТ.
В зависимости от направления реза пальчиковые фрезы делятся на право- и леворежущие. Также они подразделяются по типу хвостовика на конические и цилиндрические. По исполнению данный инструмент может быть цельным, со съёмными твердосплавными пластинками или коронками. Цельными являются фрезы малого диаметра, применение инструмента большого диаметра целесообразно с заменой режущих частей по мере износа.
Пальчиковые фрезы имеют маркировку на хвостовой части, в которой указан материал, диаметр и логотип производителя. Исключением является инструмент диаметром до 5 мм. когда указывается только данный размер. Фрезы повышенной точности маркируются литерой «Т» перед маркой сплава.