
Наточка сверла вручную: характеризующие параметры
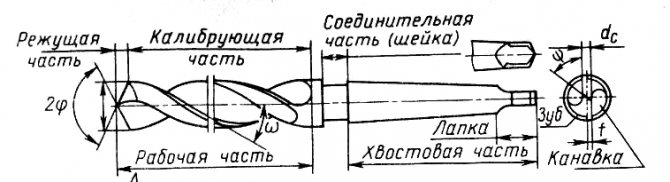
Схема угла заточки сверла.
Механический, ручной способ отточки проводится при помощи абразивного диска или специального станка. Такая методика предполагает удерживание сверла на рабочем основании и направление его к режущему краю. Ведущей рукой нужно взять хвостовик. Резак плотно соединяется с боковой частью абразивного круга. Затем эта деталь аккуратно поворачивается ведущей рукой. Сверло должно приобрести нужный уровень наклона и определенную конфигурацию.
Заточка сверла осуществляется попеременно: сначала с одного бока, а затем с другого. Необходимо следить за очинкой режущего элемента так, чтобы острая часть располагалась строго по центру. Это поможет избежать дальнейшего поворота бура в одну из плоскостей. Прилагать излишнюю силу при сверлении не стоит, это способствует удлинению времени заточки. При механическом варианте очинки возможно появление изъянов и дефектов. При неправильном расчете протяженности сверла по завершении отточки и углами наклона середина сверла может смещаться относительно оси и будет двигаться вокруг нее. Чтобы добиться лучших результатов, стоит воспользоваться точильным станком.
Чем наточить сверло по металлу
В отличие от ножа или топора, простым оселком не обойтись. Для заточки потребуется абразивный круг, вращающийся со скоростью до 1500 оборотов в минуту. Самое удобное приспособление – точильный станок.
Диск должен быть мелкозернистым Величина фракции по стандартной маркировке 8H-16H. Материал наждачного круга – карбид кремния. Такие абразивы имеют характерный зеленоватый оттенок. Маркировка материала – 64С.

Опытные мастера точат руками, используя лишь подручник. Правильность углов проверяют шаблоном. Однако существует ряд приспособлений для облегчения работы и повышения точности обработки.

Выбор достаточно широк, можно подобрать станок на любой вкус и кошелек. Многие «кулибины» изготавливают приспособления самостоятельно.

Вам необходимо лишь выставить по таблице необходимый угол, закрепить сверло в стойке – и контролировать нагрев.
ВАЖНО! При заточке рабочая кромка нагревается настолько сильно, что закалку металла может «отпустить». Наконечник потеряет твердость, и износ будет происходить быстрее.. Поэтому надо подавать инструмент короткими движениями, по 2-3 секунды
При необходимости, после каждого подхода наконечник можно охлаждать водой с растворенной содой
Поэтому надо подавать инструмент короткими движениями, по 2-3 секунды. При необходимости, после каждого подхода наконечник можно охлаждать водой с растворенной содой.
Если вы работаете со сверлами в промышленных масштабах – есть смысл купить полуавтоматическую машинку для заточки. Это может быть как отдельный специализированный станок

так и насадка на электроинструмент.

В обоих случаях ваше участие в работе минимально. Качество обработки в таких приспособах идеальное, но и стоимость достаточно большая.
Не стоит отчаиваться, мудрые китайцы придумали, как точить сверла недорого и эффективно. Насадка на обычный шуруповерт справляется с работой медленно, но качественно. И ценник более чем гуманный.

Особенности работы сверл и от чего зависит угол заточки
Безусловно, при выборе режущего инструмента мастер должен учитывать множество факторов, ведь вариантов исполнения и типоразмеров большое количество. Исходя из особенностей, подбирается не только резец, то и тип металлообработки. Каждый процесс обладает своими особенными характеристиками.
Они зависят от:
- Материала, по которому вы работаете. Одни стали имеют повышенную твердость, другие могут быть хрупкими, третьи – податливыми и мягкими.
- Качеств самого сверла – здесь работают аналогичные правила.
- Задач токаря – какой размер, а также класс точности необходимо обеспечить.
Исходя из этого и некоторых других факторов, выбирается режим сверления – когда подбирается оптимальное давление и обороты, иными словами, подача и скорость вращения инструмента. Если мы говорим о сверлении электродрелью, то такие показатели рассчитать достаточно сложно. Но в случае с работой со станками (сверлильными, токарными) этот показатель очень важен. Удобнее всего заниматься с оборудованием с ЧПУ, поскольку пульт управления автоматизирует множество процессов, в том числе расчет и выставление вышеприведенных параметров. Купить приборы для фрезерной, токарной обработки металла с ЧПУ можно на сайте компании .

Под каким углом затачивать сверло – также зависит от того, какую цель преследует токарь, а также с каким материалом он работает. Приведем такой пример. Если обрабатываемая заготовка изготовлена из очень твердого сплава, а резец обладает чрезмерно острой кромкой, то велика вероятность, что она просто сломается при нажатии. Выйти из этого положения можно двумя способами:
- сменить угол заточки на более тупой;
- сделать предварительную черновую обработку – просверлить маленькое отверстие на этом месте.
Ниже расскажем более подробно о рекомендациях выбора.
Особенности работы сверл и от чего зависит угол заточки
Безусловно, при выборе режущего инструмента мастер должен учитывать множество факторов, ведь вариантов исполнения и типоразмеров большое количество. Исходя из особенностей, подбирается не только резец, то и тип металлообработки. Каждый процесс обладает своими особенными характеристиками.
Они зависят от:
- Материала, по которому вы работаете. Одни стали имеют повышенную твердость, другие могут быть хрупкими, третьи – податливыми и мягкими.
- Качеств самого сверла – здесь работают аналогичные правила.
- Задач токаря – какой размер, а также класс точности необходимо обеспечить.
Исходя из этого и некоторых других факторов, выбирается режим сверления – когда подбирается оптимальное давление и обороты, иными словами, подача и скорость вращения инструмента. Если мы говорим о сверлении электродрелью, то такие показатели рассчитать достаточно сложно. Но в случае с работой со станками (сверлильными, токарными) этот показатель очень важен. Удобнее всего заниматься с оборудованием с ЧПУ, поскольку пульт управления автоматизирует множество процессов, в том числе расчет и выставление вышеприведенных параметров. Купить приборы для фрезерной, токарной обработки металла с ЧПУ можно на сайте компании .

Под каким углом затачивать сверло – также зависит от того, какую цель преследует токарь, а также с каким материалом он работает. Приведем такой пример. Если обрабатываемая заготовка изготовлена из очень твердого сплава, а резец обладает чрезмерно острой кромкой, то велика вероятность, что она просто сломается при нажатии. Выйти из этого положения можно двумя способами:
- сменить угол заточки на более тупой;
- сделать предварительную черновую обработку – просверлить маленькое отверстие на этом месте.
Ниже расскажем более подробно о рекомендациях выбора.
Восстановление победитового сверла
Сверло с победитовым наконечником может со временем затупиться, и для его заточки потребуется алмазный круг. До того как начать процесс наточки, нужно убедиться в том, что высота оставшейся режущей части не менее 10 мм для того, чтобы заточка была возможна. Работу следует проводить на низких оборотах точильного круга.
Сверло с напайками затачивается по аналогии с обычными, малого диаметра — выполняя заточку задней поверхности. При этом стачивать поверхность следует до самой напайки. Также желательно подточить переднюю поверхность, особенно если пластина стерлась до самого сверла. Передняя поверхность обрабатывается таким образом, чтобы толщина напайки в центре стала меньше. Работать следует аккуратно во избежание лишнего среза рабочей поверхности.
Нужно внимательно следить за тем, чтобы сверло не перегревалось в процессе обработки, поскольку это грозит растрескиванием или даже обломом пластины в месте пайки. Для охлаждения перегретого наконечника подойдет любая охлаждающая жидкость, например, обычная вода. Тем не менее, если металл раскален докрасна, то макать его в воду ни в коем случае нельзя — сверло мгновенно треснет.
Процесс восстановления геометрической поверхности сверлильных инструментов по металлу и бетону необходим, поскольку данные материалы быстро убивают заводскую заточку инструмента. Теоретического материала по вопросу о том, как правильно точить сверла по металлу недостаточно, но все не так сложно и приходит с опытом.
Использование же специальной насадки для дрели позволяет сохранять все геометрические поверхности инструмента и идеально подойдет для тех, кто не имеет опыта в ручной наточке и боится испортить сверлильный инструмент.
То, какой вид металла будет сверлиться, влияет на угол требуемой заточки, а для работы с камнем и прочными сплавами подойдет сверлильный инструмент с победитовыми насадками.
Не следует забывать о том, что помимо правильной и своевременной заточки продлить срок службы инструмента поможет его правильное хранение в специальных пеналах и подставках.
https://youtube.com/watch?v=ci5ybAfqB8g
Originally posted 2018-03-28 15:14:38.
Приспособления для облегчения заточки
Здесь речь пойдет уже не о станках, а о полезных и удобных устройствах, упрощающих работу и помогающих выдержать правильный угол.
Это могут быть покупные изделия, например, вот этот кондуктор родом с АлиЭкспресс. Точильный диск совсем маленький, вращение ему передается от подключенного с помощью специального переходника патрона дрели. Пользователю необходимо только вставить сверло в канавку и включить дрель. Обзор использования такого кондуктора описан в этом видео.
https://youtube.com/watch?v=9MShmmUeuqs
Для тех, кто не уважает китайскую продукцию, есть вот такие стойки.
Есть также ряд самодельных устройств-кондукторов, рассчитанных на удобную заточку. Например, вот два из них.
https://youtube.com/watch?v=zj_QkSIinuM
https://youtube.com/watch?v=uoz3-LXrYhM
Есть также оригинальное приспособление из дверной петли.
https://youtube.com/watch?v=QmrF-RLTYOo
Основные элементы оснастки
Инструмент состоит из следующих частей:
- Рабочая. Это винтовой цилиндр с несколькими витками (заходами). Они образуют канавки и зубья, их также называют перьями. Их задача – обеспечение самого процесса резания.
- Калибрующая. Она ответственная за то, чтобы удалять металлическую стружку из зоны металлообработки. Ее образует лента, которая направлена вдоль основного хода сверла.
- Соединительная. Ее также называют шейкой. Ее используют в двух назначениях – для выхода из шлифовальной зоны, а также для того, чтобы проставлять маркировку на фрагменте, который не стирается и не закрывается тисками.
- Хвостовая. Данную часть коротко именуют «хвостовик». Она может быть выполнена в виде гладкого цилиндра или типом «конус Морзе». Завершает ее поводок или лапка. Задача – фиксация оснастки в специальных зажимах.
Заточка победитового сверла
Победитовое сверло для сверления отверстий в бетоне затачивается ещё проще — для этого необходимо соблюдать угол между осью сверла и осью заточного станка строго 60 градусов, а угол поворота режущей кромки должен быть в пределах 170 градусов. Здесь спешить никак нельзя, поскольку есть риск сточить большую часть напайки, после чего сверло будет непригодно для использования, но имея определённые навыки, можно сточить металлическую часть сверла, освободив несколько миллиметров победитовой напайки, если есть такая возможность.
Самая распространённая ошибка при заточке спирального сверла любого диаметра — отрицательный угол между режущей кромкой и затылком. Чтобы этого избежать, необходимо просто следить, чтобы кромка в любом случае была выше затылочной части. Заправляйте инструмент правильно и удачной всем работы!
Как правильно точить сверла по металлу
К сожалению, не все домашние умельцы имеют представления, как правильно заточить сверло. Некоторые тратят денежные средства на покупку нового, а затупившееся выбрасывают. Вместе с тем восстановление затупившейся поверхности является несложной операцией, позволяющей вернуть прежние эксплуатационные характеристики.
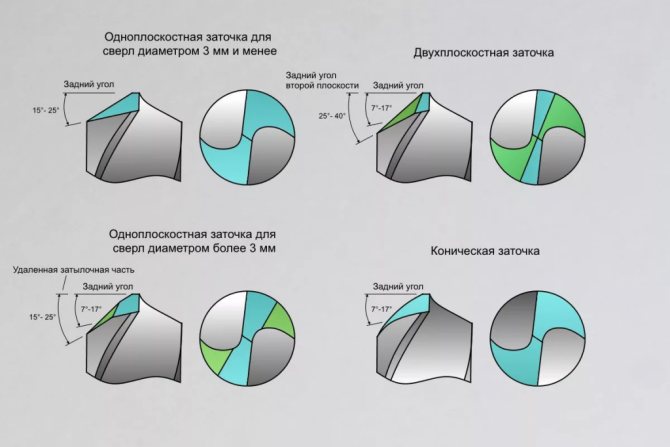
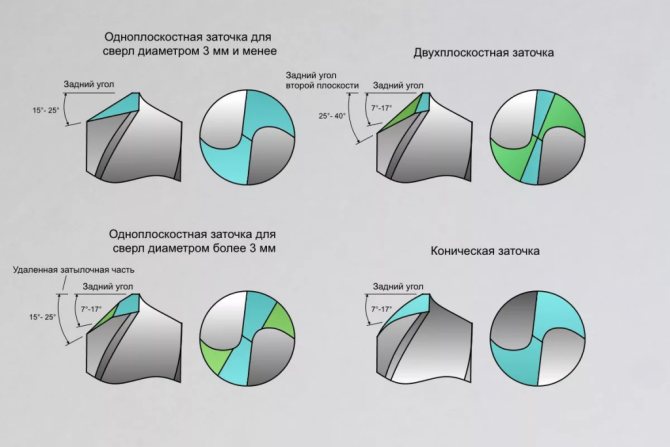
В зависимости от формы режущей части, применяются различные методы восстановления рабочей поверхности:
- одноплоскостной;
- двухплоскостной;
- конический;
- цилиндрический;
- винтовой.
До начала работы следует:
- определиться с методом восстановительных работ;
- осмотреть состояние рабочей поверхности;
- проверить работоспособность заточного устройства;
- подготовить фиксирующее приспособление.
На примере наиболее распространенных методов – одноплоскостного и конического, рассмотрим алгоритм действий.
Чтобы заточка сверла была качественной, необходимо обеспечить его подачу в зону обработки под требуемым углом
При выполнении работ одноплоскостным методом необходимо подвести режущий инструмент к наждачному кругу, обеспечив параллельное расположение режущей кромки относительно плоскости круга. Затем необходимо прижать его к кругу, соблюдая задний угол в интервале 26–30 градусов. Это довольно несложный способ, применяемый для изделий диаметром не более 3 мм.
Обратите внимание на серьезные моменты:
- абразивный круг должен вращаться навстречу затачиваемой поверхности;
- соблюдайте постоянный угол и не допускайте смещения относительно оси;
- выполняйте работу по восстановлению рабочей кромки за один подход;
- охлаждайте нагретый хвостовик при смене положения.
Конический метод восстановления – более сложный и требует определенной подготовки. Он имеет принципиальные отличия от одноплоскостного, и используется для инструмента диаметром свыше 4 мм. Затачиваемый инструмент следует держать обеими руками. Коснувшись рабочей частью абразивной поверхности, необходимо плавно выполнять поворот по задней стороне, придавая конусообразную форму. При этом запрещается открывать инструмент от наждачной поверхности. Необходимо каждый цикл начинать с рабочей кромки и завершать полным поворотом с последующим контролем углов.
После завершения работ по восстановлению режущей кромки помните, что необходимо довести инструмент.
При выполнении заточки сверл в домашних условиях всегда приходится искать способы, позволяющие сделать результат этого процесса качественным
Задача доводки:
- шлифовка рабочей части;
- удаление мельчайших шероховатостей.
Для этого можно использовать круг с мелким абразивом.
Применение шаблона для установления угла
Как самому заточить сверло? Это было написано выше. Для исключения ошибок нужно выполнять проверку правильности затачивания специальным приспособлением – шаблоном.
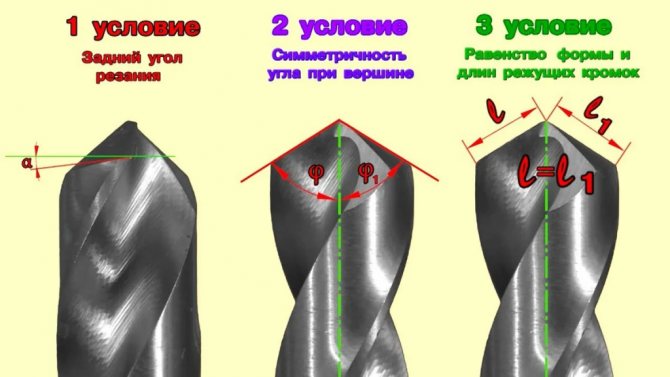
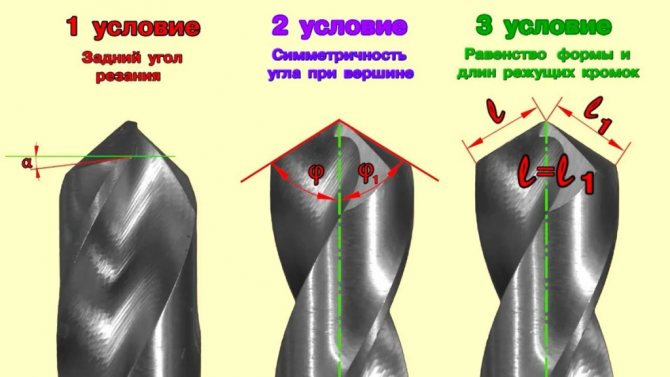
Шаблон возможно сделать из листа металла (медь, алюминий, сталь), имеющего толщину примерно один миллиметр. Желательно использовать листы из стали, потому как они служат дольше прочих. Посредством шаблона вычислите угол заточки сверла по дереву/металлу при вершине, размер режущих частей, угол промеж перемычки и кромки. Вместо заднего угла, вычислить который достаточно трудно, необходимо замерить угол заострения.
Если длины режущих частей и угол их наклона к оси инструмента будут неравномерны, нагрузка станет распределяться неправильно. В результате эксплуатационный период сократится ввиду изнашивания режущих частей, постоянно пребывающих в состоянии перегрузки.
Различия в нагрузке на части инструмента провоцируют его биение при обработке детали. Из-за этого радиус отверстия получается больше чем нужно. Определить правильность затачивания проще всего, попробовав сделать отверстие посредством сверлильного приспособления. Если стружка вылетает неравномерно, значит, заточка сверла по дереву/металлу осуществлена неверно.
https://youtube.com/watch?v=65S1VqlKwBw
Методика заточки
Как обычно, любую работу можно выполнить с помощью специальных приспособлений или вручную. Конечно, первый вариант проще – заточные приспособления уже ориентированы на правильную обработку рабочей части.
Сразу стоит оговорить: под ручной заточкой подразумевается использование заточного станка (станка с абразивным кругом/кругами различной зернистостью). Вручную, с помощью абразивного бруска, можно только довести режущую кромку до желаемой остроты или быстро поправить в процессе работы.
Автоматически точить сверла позволяют специальные приспособления – насадки на дрель, станки, кондукторы и прочее.
Все устройства, используемые для заточки сверла по металлу, можно условно разделить на три группы:
- собственно точильный инструмент. Обычно это абразивный круг, твердость которого и зернистость выбираются в зависимости от характеристик сверла;
- приспособление для выдерживания точного угла заточки. Это может быть кондуктор, стойка, держатель ручной работы и так далее;
- инструмент для проверки правильность выполнения операции – шаблон.
В зависимости от того, правильно ли выбран угол, подобран инструмент для работы и проверено соответствие результата желаемому эффекту, упрощается или затрудняется сверление металла.
Как правильно выбрать углы заточки
Углы заточки сверла, как уже говорилось выше, выбираются по специальным таблицам, где их значения представлены в зависимости от того, в каком именно материале необходимо сформировать отверстие.
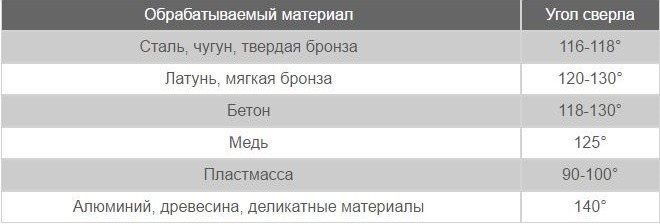
Таблица 1. Углы заточки сверла по металлу для различных материалов
Если неправильно выбрать углы, под которыми будет затачиваться сверло, то это приведет к тому, что оно в процессе работы будет сильно нагреваться. Это в итоге может привести к его поломке. Кроме того, именно неправильно выбранные углы, используемые для заточки сверла по металлу, часто становятся основной причиной некачественно выполненного сверления.
5 Использование шаблона для определения угла
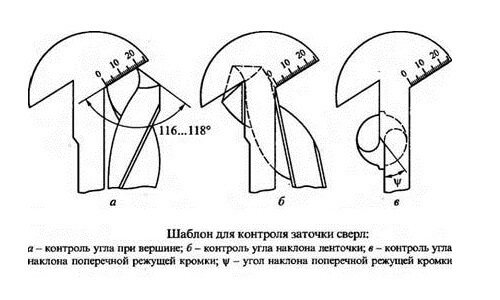
Факторы успешной заточки были перечислены ранее. Чтобы исключить ошибки, рекомендуется проверить корректность заточки изделия шаблоном.
Шаблон для заточки можно соорудить самостоятельно из медного, алюминиевого или стального листа толщиной около 1 мм. Рекомендуется отдавать предпочтение изделиям из стальных листов, так как они являются наиболее долговечными. Шаблоном надо будет определить угол при вершине, длину кромок для резки, а также угол между перемычкой и кромкой. Вместо заднего угла, который определить довольно сложно, подобным приспособлением нужно измерить угол заострения. Изделие рекомендуется соорудить перед началом эксплуатации нового сверла, чтобы можно было с последнего перенести необходимые углы.
 Шаблон для заточки инструмента
Шаблон для заточки инструмента
Неравномерная длина кромок для резки и наклон их к оси сверла могут привести к неправильному распределению нагрузки. Это приведет к тому, что сверло прослужит меньший период из-за большого износа кромки для резки, которая часто будет находиться в перегруженном состоянии.
Неравномерная нагрузка на элементы сверла может вызвать его биение во время резки, в результате увеличится диаметр углубления.
Если перья будут заточены неравномерно, то у менее нагруженного будет меньшее количество стружки из углубления. В некоторых случаях стружка может вылетать только через одно углубление. Диаметр его может быть большим по сравнению с диаметром сверла.
Основные элементы оснастки
Инструмент состоит из следующих частей:
- Рабочая. Это винтовой цилиндр с несколькими витками (заходами). Они образуют канавки и зубья, их также называют перьями. Их задача – обеспечение самого процесса резания.
- Калибрующая. Она ответственная за то, чтобы удалять металлическую стружку из зоны металлообработки. Ее образует лента, которая направлена вдоль основного хода сверла.
- Соединительная. Ее также называют шейкой. Ее используют в двух назначениях – для выхода из шлифовальной зоны, а также для того, чтобы проставлять маркировку на фрагменте, который не стирается и не закрывается тисками.
- Хвостовая. Данную часть коротко именуют «хвостовик». Она может быть выполнена в виде гладкого цилиндра или типом «конус Морзе». Завершает ее поводок или лапка. Задача – фиксация оснастки в специальных зажимах.
Заточка сверла по металлу
При заточке сверл по металлу стачиваются только задние поверхности режущих кромок. Эти поверхности имеют скругленную форму (при диаметре сверла меньше 3 мм – плоскую) с понижением относительно кромки около 10. Режущие кромки сходятся к вершине сверла под углом 116 – 120 (угол заточки). Для латуни, меди, мягкой бронзы этот угол увеличивают до 125–130, для алюминия – до 140.
Затачивание
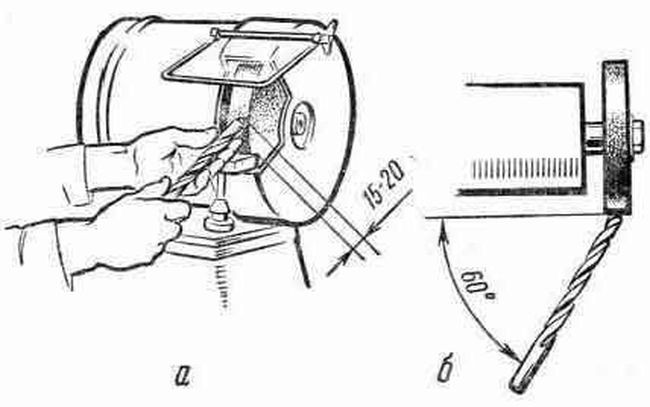
При заточке сверло удерживается двумя руками. Одной возле точила, другой – за хвостовик. Пальцы ближней к точилу (ведущей) руки опираются на подручник. Если его нет, нужно найти любую опору, как описано выше.
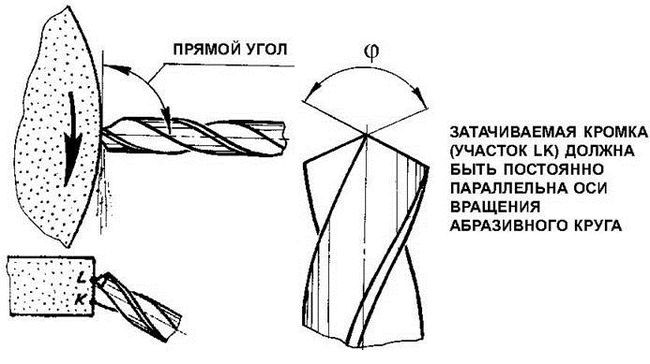
Сверло располагается под углом к рабочей поверхности точильного камня: 60 по горизонтали (половина угла при вершине) и около 10 по вертикали. Затачиваемая режущая кромка направлена вверх и расположена горизонтально, параллельно оси камня. Подбор положения можно сделать при выключенном станке, по форме зазоров между кромкой и точилом при взгляде сверху, и между точилом и тыльной поверхностью при взгляде сбоку. Для более точной установки угла заточки, на подручнике можно нанести четко видимую линию под нужным углом.
При заточке сверло прижимается к точилу режущей кромкой, а затем, без изменения прижима и горизонтального угла, наклоняется хвостовиком вниз до полной обработки тыльной поверхности. При этом положение ведущей руки не меняется. После 1 – 3 таких проходов сверло поворачивается вокруг продольной оси на 180, и операция повторяется для второй кромки. Поворот инструмента производится только пальцами, без изменения положения рук.
После заточки нужно проверить симметричность кромок – равенство их длин и углов наклона к оси сверла. Если одна из кромок оказалась короче, ее нужно проточить еще раз. Равенство углов проверяется визуально – на просвет или при помощи простого шаблона, длину кромок можно замерить штангенциркулем.
Дополнительная обработка
При правильной заточке режущие кромки не сходятся на вершине, между ними остается короткая перемычка. Для уменьшения сопротивления входу в материал, перемычка стачивается углом точильного камня или алмазным надфилем. Стачивание производится с двух сторон, симметрично, под острым углом к оси сверла, а край образующейся при этом канавки располагается под углом 30 к режущей кромке. Цель этой операции – укоротить перемычку, но не сточить ее полностью! Без нее сверло не будет центрироваться при входе.

Проверка заточки
После затачивания нужно проверить инструмент в работе и при необходимости подправить. На ошибки заточки указывают несколько признаков.
- Плохая центровка при входе, при работе заметны биения – несимметричная заточка кромок или перемычки.
- При работе слышен визг металла, сверло сильно греется, стружка имеет вид мелких крупинок – большой угол заточки кромки, недостаточное понижение тыльной поверхности (тупые кромки).
- Повышенное усилие вращения, на режущих кромках быстро образуются сколы – слишком малый угол заточки кромок (чрезмерно острые кромки).
Признаки правильной заточки:
- четкая центровка при входе, стабильная работа, отсутствие биений;
- вход в материал легкий, стружка выходит в виде одинаковых «спиралек» из обеих канавок;
- нагрев сверла невелик.
Как правильно заточить сверло по металлу: способы и видео
На рисунке я его изобразил (упрощено ) Вот что значит отсутствие практики.Пришлось из гаража принести старые запасы сверл для дрели.
Когда я раньше «халтурил» у меня была обыкновенная Конаковская электродрель без перфоратора ,а сверлить приходилось иногда стоя на перилах балкона . Я с собой брал всегда кучу сверл и на два-три отверстия у меня
уходило одно сверло .Немножко посверлил ,немножко постучал молотком и опять повтор.Когда есть навык
легко бетон и без перфоратора сверлить , я просверлил так тысячи дырок. «Тупые» сверла я потом точил
на основной работе. Только камень должен быть специальный для твердых сплавов. Такие «наждаки » есть
у станочников ,для заточки резцов.
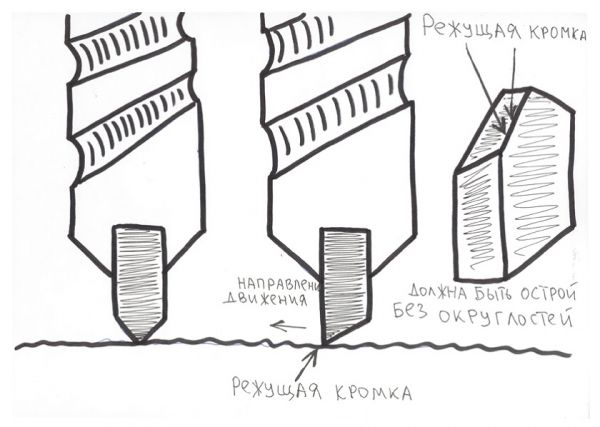
Совет по сверлению бетона :
На два-три отверстия одно сверло,потом точить. Рабочая кромка у сверла должна быть четкая без округлостей ,иначе сверло будет просто скользить. Если сверлите без перфоратора ,переодически надо
вставлять в отверстие запасное сверло и постучать молотком по нему.
Совет по сверлению кафеля :
Сверло должно быть по бетону с односторонней заточкой и острое.
Сверлить без включения перфоратора (Что бы кафель не треснул ).Сверлится легко.Как только пройдете
плитку ,можно включить перфоратор……
———————————————————————————————————————————————————
ОРИГИНАЛЬНЫЕ СМЕННЫЕ КАССЕТЫ ДЛЯ БРИТЬЯ ПО ХОРОШИМ ЦЕНАМ МОЖНО КУПИТЬ В НАШЕМ
СКЛАДЕ-МАГАЗИНЕ » ВСЕ ДЛЯ БРИТЬЯ » НАПРОТИВ МЕТРО ЧЕРТАНОВСКАЯ ( 30 МЕТРОВ )
ПЕРВЫЙ ВАГОН ИЗ ЦЕНТРА .ТОРГОВЫЙ ДОМ » СВОД » ПАВИЛЬОН № 1 . АССОРТИМЕНТ И ЦЕНЫ НА НАШЕМ САЙТЕ WWW.OLDWAY.DS77.RU
С УВАЖЕНИЕМ .МИХАИЛ. ( БОЛЬШОЙ ПРАКТИК ) 89261707274…………………………………………………………………………………………………………………………………………
……………………………………………………………………………………………………………………………………………………………
………………………………………………………………………………………………………………………………………………………………
…………………………………………………………………………………………………………………………………………………………………
………………………………………………………………………………………………………………………………………………………………..
…………………………………………………………………………………………………………………………………………………………………
………………………………………………………………………………………………………………………………………………………………….
…………………………………………………………………………………………………………………………………………………………………….
……………………………………………………………………………………………………………………………………………………………………..
…………………………………………………………………………………………………………………………………………………………………….
……………………………………………………………………………………………………………………………………………………………………
……………………………………………………………………………………………………………………………………………………………………
Заточка сверла на наждачном круге
Наждачный станок, оснащенный точильным кругом, – универсальное устройство. При его наличии заточка свёрл займет немного времени.
Для заточки понадобится абразивный круг из белого электрокорунда прямого профиля. Его марка должна быть 14А (A) или 25А (WA). Они предназначены для обработки углеродистых, легированных, быстрорежущих и нержавеющих марок сталей, заточки стального закаленного инструмента.
Рабочая поверхность камня должна быть ровной, без закруглений, выбоин и впадин. Если на поверхности есть дефекты, то их нужно устранить правилом.
Делается в следующем порядке:
-
Расположите сверло под углом 60 градусов относительно плоскости точильного круга. Режущая кромка при этом должна принять горизонтальное положение и находиться параллельно кругу.
- Если сверло крупное, сильно повреждено, источено, следует воспользоваться сначала грубым точилом по металлу, а затем мягким. В остальных случаях можно использовать только один круг – для тонкой заточки.
- Сверло нужно взять двумя руками, ведущей рукой за рабочую часть, второй рукой – за хвостовик. После его нужно положить на подручник так, чтобы его боковая грань при взгляде сверху совпала с линией, нарисованной на подручнике.Между подручником и сверлом нужно положить указательный палец – он будет исполнять роль качели при конической заточке. Когда инструмент лежит на пальце, то между ним и наждачным кругом образуется угол, примерно равный 7° — 12°. Именно это значение нужно выдержать на режущей кромке.
- Включите наждак. Аккуратно придвиньте сверло. Прижмите режущую кромку к поверхности круга и плавно подвиньте кончик вверх, опуская хвостовик. Выполняя скользящие движения, сохраняйте угол 60 градусов и не ослабляйте нажим.
Перед выполнением данного пункта рекомендуется потренироваться на выключенном наждаке. Это делается так: слегка придавите переднюю кромку сверла к наждаку, при этом кромка должна находиться в горизонтальной плоскости. Далее медленно опустите хвостовик вниз, не ослабляя прижим, до тех пор, пока на поверхности круга не будет лежать задняя часть задней поверхности. При этом круг должен провернуться. - Отведите сверло от круга назад, поверните сверло на 180 градусов. Расположите его аналогичным образом (см. п. 1) и выполните заточку (п. 4). Главная задача – сделать задние поверхности ровными и с одинаковым наклоном.
- Продолжайте затачивать сверло равномерно с обеих сторон до тех пор, пока при визуальном осмотре режущие кромки не будут гладкими и острыми, а на задней части будет закругленный скос.
- После этого нужно проверить соответствие углов и длин режущих кромок. Для этого желательно иметь под рукой специальный шаблон, угломер или транспортир для измерения углов заточки и штангенциркуль для измерения длин режущих кромок.При необходимости откорректируйте их длину.
- Уменьшите перемычку, если она слишком широкая. Это поможет уменьшить сопротивление при резке металла.
Вот поясняющее видео
https://youtube.com/watch?v=XIe9tbTngCI
https://youtube.com/watch?v=urjaIYaEGQM
https://youtube.com/watch?v=_iIAL8IZ1cI
Помогающие устройства
Теперь пришло время сделать приспособление для заточки сверл. Оно подойдет 2 типам мастеров:
Новички, у которых не получается ровно держать подходящий наклон. Из-за этого кромка получается неровной и эффективность сверления снижается. Иногда сверло начинает работать еще хуже, чем до этого, а это снижает скорость работы. Приспособы будут полезны мастерам, которым приходится постоянно сидеть за наждаком. В этих случаях самодельные приспособления для заточки сверл — необходимость.
Приспособа на гравер и электродрель
Элементарное устройство для заточки сверла, которое весьма просто сделать, так как состоит оно всего из
- Корпус. Обычно он цельнолитой и сделан из пластика. В нем есть кольцо, которое фиксируется на цанге гравера и втулка с углом в 60 градусов. Сверло входит туда с упором, поэтому смещения не происходит.
- Маленький шлифовальный круг. Он стачивает часть металла.
Если нет гравера, есть приспособления для заточки сверл по металлу на дрель. Для них понадобится:
- Круглая труба на 50 миллиметров. Подойдет даже пластиковая сантехническая труба и заглушка к ней.
- Шлифовальный конус или фреза с наклоном в 60о.
В заглушке нужно насверлить дюз по окружности.
На основе гаек
Специфическое самодельное приспособление для заточки сверл своими руками, которое все же подойдет новичкам. Здесь понадобится сварочный аппарат, так как монолитный корпус долговечнее.
Чтобы сделать инструмент для заточки, действуйте по плану:
- Понадобится гайка большого диаметра, например, М 16. В ней необходимо вырезать
Нужно стараться попасть в 120 градусов. Чтобы это проверить, достаточно приложить сверло острием.
- Сверху приваривается еще одна гайка диаметром поменьше. Она понадобится, чтобы вкрутить прижимоной болт.
- Осталось вкрутить болт и готово. Гайка будет направляющей и заточка сверл своими руками пройдет куда легче.
Такой станок для заточки сверл своими руками может собрать каждый, но вот его эффективность под вопросом. Возлагать большие надежды не стоит, так как гайка тоже будет постепенно стираться.
Из дверной петли
Самодельное приспособление для заточки сверл своими руками подойдет тем, кто умет работать сварочным аппаратом. Далее нужно действовать по инструкции:
- Сначала петлю нужно укоротить. Одна часть послужит фиксатором подручников, вторая (отрезанная часть) – задает угол.
- К длинной части необходимо приварить металлический угол. В нем нарезается резьба, чтобы вставить болт. Диаметр не так важен, тут можно действовать по своему усмотрению.
- Далее устанавливается уголок, он будет направляющей плоскостью.
Вот подробное видео, как сделать станок для заточки сверл своими руками.
Стоит понимать, что это самодельное устройство для заточки – не полноценный инструментарий. Необходимо точило, а петля — лишь направляющая.
Также конструкция имеет 2 недостатка:
Подача осуществляется сверху вниз. Поэтому обратная часть кромки будет плоской, что вызовет перегрев. Понадобится использовать СОЖ или хотя бы солидол. Ровно ориентировать сверло не у всех получится, так как точность будет посредственной.
Чтобы сделать станок для заточки сверл своими руками, нужно приложить усилия. Магазинные стойки дорогие (от 50 долларов). В домашних условиях они делаются буквально из хлама.
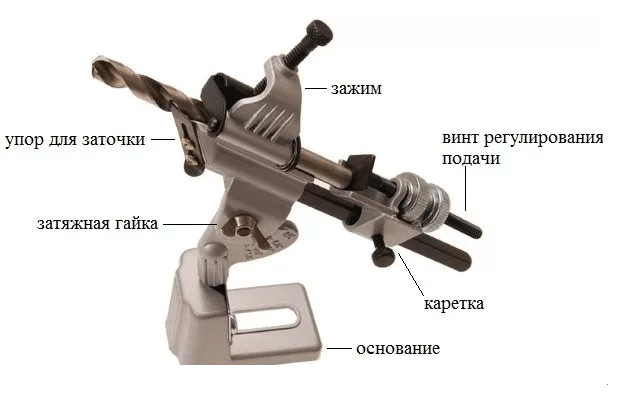
Стойка состоит из 5 частей:
- Упор. На него опирается сверло.
- Затяжная гайка с угломером. Просто сразу нужно выставить упор в том положении, под каким наклоном точить сверла по металлу.
- Зажим для оснастки. Чтобы не держать ее рукой и избавиться от случайных проворачиваний.
- Катерка. Дает возможность двигать оснастку.
- Основание.
Шаблон типа «кондуктор»
Простенькое устройство для заточки сверл, но по эффективности не уступает заводским направляющим. Изготовить ее можно из отрезка труб.
Для заточки сверла понадобится сделать следующее:
- Отрезок профиля обрезается под 60о.
- Должно получится так, чтобы профиль попадал под линию разреза.
- Кондуктор крепится к столику точила на винты или струбциной.
Теперь остается приложить острие к шаблону и просто проворачивать его.
Кондуктор для сверл по металлу своими руками делается просто, но новичку он облегчит работу в разы. Ему по силам любые диаметры, даже самые малые. К тому же, скоро вы сможете «набить руки» и заточка сверл своими руками не будет проблемой.
https://youtube.com/watch?v=aj2YmovUv0c
https://youtube.com/watch?v=1IVZnm-3UYs
https://youtube.com/watch?v=8LwEtlPHnN0