
Методика ремонта
Если раньше ремонт валов и осей, восстановление шлицевого соединения с помощью композитов считался временным решением, сейчас мы готовы гарантировать длительную работу станка после восстановления. Главное, правильно подобрать состав. Например, валы в местах трения прокладок нагреваются при истирании, на остальных участках чаще возникают каверны, повреждения без изменения структуры металла.
Примеры восстановления вала под подшипник:
- Если вал можно снять и установить на токарный станок:
- Протачиваем поверхность вала в минус на 2-3 мм.
- Тщательно обезжириваем поверхность
- Правильно замешиваем материал, чтобы не было воздушных включений
- Наносим материал на вращающийся на малых оборотах вал. Первый слой тонкий грунтовочный, как бы втирается в поверхность, второй слой наносим с излишком, не дожидаясь высыхания первого слоя.
- После полной полимеризации протачиваем вал «в размер» на малых оборотах
- Если вал снять нельзя, то можно отремонтировать его прямо по месту методом заливки. Только придется изготовить специальную несложную оснастку, либо залить материал прямо в полость между валом и подшипником. Конечно, необходимы предварительные операции:
- подготовка поверхности вала – шероховатость, заглубление (если необходимо), обезжиривание
подшипника — обработка анти адгезионным материалом, центровка
Толщина, геометрическая форма вала восстановлены полностью. На работы предоставляем гарантию до года. Опыт наших специалистов помогает провести ремонт в короткое время, поэтому оборудование вернется к работе быстро. Работаем также с РФ, Украиной и Казахстаном
- восстановление поверхности вала
- восстановлено посадочное место подшипника
- вал под подшипник восстановлен
- объект ремонта
- виден размер повреждений
- посадочное место восстановлено
Особенности ремонта приводного вала станка
Ремонт приводного вала станка проводится на основе технологической базы производителя, осуществляется он чаще всего при повреждении центровых отверстий. Их восстанавливают с помощью специально сверла. Иногда ремонт нужен для исправления криволинейности вала или устранения дефектов на посадочных поверхностях. В каждом случае подбирается конкретный способ работ.
5. Особенности ремонта приводного вала грузовых автомобилей Ремонт приводного вала грузовых автомобилей зависит от их конструкции и причины, вызвавшей перебои в функционировании. Это может быть утечка смазки, ослабление креплений, износ подшипников, шпиц, возникновения контакта между пыльником и удлинителем, соединяющимся с картером КПП. Ремонт может понадобиться при загрязнении конструкции, деформации вала. Его способ определяется после диагностики, устанавливающей причину поломки.
Устранение неисправностей ШРУСа является очень серьёзной задачей, ведь от состояния этого элемента меняется эффективность передачи крутящего момента к колесам машины.
Хотя пыльники и особые смазки должны защитить деталь от воздействия внешних факторов, износ ШРУСа (гаранаты) все равно неизбежен. Обычно это происходит именно из-за того, что пыльники приходят в негодность.
Восстановление изношенных деталей давлением
Поврежденные и изношенные детали можно восстанавливать давлением. Этот способ основан на использовании пластичности металлов, т. е. их способности под действием внешних сил изменять свою геометрическую форму, не разрушаясь. Детали восстанавливают до номинальных размеров при помощи специальных приспособлений, путем перемещения части металла с нерабочих участков детали к ее изношенным поверхностям. При восстановлении деталей давлением изменяется не только их внешняя форма, но также структура и механические свойства металла. Применяя обработку давлением, можно восстанавливать детали, материал которых обладает пластичностью в холодном или нагретом состоянии. Изменение формы детали и некоторых ее размеров в результате перераспределения металла не должно ухудшать их работоспособность и снижать срока службы. Механическая прочность восстановленной детали должна быть не ниже, чем у новой детали.
К основным видам восстановления различных деталей давлением относятся:
- осадка при восстановлении втулок, пальцев, зубчатых колес;
- раздача при восстановлении пальцев поршней, роликов автоматов и т. п.;
- обжатие при восстановлении вкладышей подшипников и втулок;
- вдавливание при восстановлении зубчатых колес и шлицевых валиков;
- правка для выправления гладких и коленчатых валов и рычагов;
- накатка для увеличения диаметра шеек и цапф валов за счет поднятия гребешков металла при образовании канавок.
Метод пластического деформирования при ремонте деталей применяется не только для восстановления размеров изношенных деталей, но и с целью повышения их прочности и долговечности. Поверхностное упрочнение деталей повышает износостойкость и прочность деталей. Пластическое деформирование деталей производят также обработкой стальной или чугунной дробью, чеканкой, обкаткой роликами или шариками.
Примеры наших работ
РЕМОНТ ВАЛА
|
|
|
ОАО «АЛЕКСИНСКАЯ БУМАЖНО-КАРТОННАЯ ФАБРИКА».
В 2013 году было восстановлено посадочное место под шкив. До восстановления на валу износ-элипсом достигал 15 мм. После восстановления изношенной поверхности, деталь была передана заказчику для дальнейшей эсплуатации. |
 изношенный вал
изношенный вал ремонт валов
ремонт валоввосстановление шлица вала
|
|
|
КРАНОВОЕ ОБОРУДОВАНИЕ.
В 2021 году методом наплавки в автоматическом режиме, специальной порошковой проволокой были восстановлены шлицы вала. В настоящее время деталь успешно эксплуатируется на производстве… ОТЗЫВ >>> |
 изношенные шлицы
изношенные шлицы наплавка шлица вала
наплавка шлица валаРЕМОНТ ВАЛА НАПЛАВКОЙ
|
|
|
КОТЕЛЬНО-МЕХАНИЧЕСКИЙ з-д.
В июне месяце 2021 года, на восстановление был привезён вал маховика, у которого был разбит шпоночный паз и посадочное место под маховик. В настоящее время деталь используется на производстве. |
 изношенный вал
изношенный вал ремонт валов наплавкой
ремонт валов наплавкойНАПЛАВКА ВАЛА
|
|
|
ОАО «ВОРОНЕЖСИНТЕЗКАУЧУК».
В 2002 году методом газо-термического напыления и наплавки были восстановлены вальцы, срок эксплуатации которых составлял 6 месяцев. Благодаря проделанной работе… ОТЗЫВ >>> |
 изношенный валец
изношенный валец наплавка вальцев
наплавка вальцевВОССТАНОВЛЕНИЕ ВАЛА
| изношенные вылы | восстановление валов | ООО «КБМ».
В 2010 году были наплавлены (с твёрдостью 48-52 HRC) и прошлифованы до размеров чертежа четыре пары валов. ОТЗЫВ >>> |
Ремонт валов способами описанными выше позволяют сэкономить средства на их замене, и в ряде случаев, улучшить показатели прочности. Наши специалисты вернут деталям первоначальные размеры и характеристики прочности, восстановят и увеличат их ресурс следующими способами:
- вибрирующим электродом (вибродуговая);
- горящей дугой в среде защитного газа ФОГОН (Заменитель углекислоты);
- наплавка под слоем флюса;
- с применением самозащитной порошковой проволоки;
- другими способами.
Обоснование проводимых работ
Особое внимание следует уделить вопросам обоснованности проведения ремонтных работ. Согласно п
6 ст. 55.24 ГрК РФ в целях обеспечения безопасности зданий, сооружений в процессе их эксплуатации учреждения должны обеспечивать техническое обслуживание зданий, сооружений, их эксплуатационный контроль и текущий ремонт.
Эксплуатационный контроль за техническим состоянием зданий, сооружений осуществляется в период их эксплуатации путем периодических осмотров, контрольных проверок и (или) мониторинга состояния оснований, строительных конструкций, систем инженерно-технического обеспечения и сетей инженерно-технического обеспечения в целях оценки состояния конструктивных и других характеристик надежности и безопасности зданий, сооружений, систем и сетей инженерно-технического обеспечения и соответствия указанных характеристик требованиям технических регламентов, проектной документации.
При общих осмотрах контролируется техническое состояние здания или объекта в целом, его систем и внешнего благоустройства, при частичных осмотрах – техническое состояние отдельных конструкций помещений, элементов внешнего благоустройства. Внеплановые осмотры должны проводиться после землетрясений, селевых потоков, ливней, ураганных ветров, сильных снегопадов, наводнений и других явлений стихийного характера, которые могут вызвать повреждения отдельных элементов зданий и объектов, после аварий в системах тепло-, водо-, энергоснабжения и при выявлении деформаций оснований.
Для проведения указанных осмотров учреждению следует создать комиссию, а их результаты нужно отражать в документах по учету технического состояния здания или объекта (журналах учета технического состояния, специальных карточках и др.). В данных документах должны содержаться оценка технического состояния здания или объекта и его элементов, выявленные неисправности, места их нахождения, причины, вызвавшие эти неисправности, а также сведения о выполненных при осмотрах ремонтных работах. Обобщенные сведения о состоянии здания или объекта должны ежегодно отражаться в его техническом паспорте.
Основанием для проведения ремонтных работ должны служить акты осмотра имущества и дефектные ведомости (дефектные акты) (Письмо Минфина РФ от 04.12.2008 № 03-03-06/4/94). С целью проведения осмотров в учреждении необходимо сформировать комиссию или назначить ответственных лиц. В дефектной ведомости целесообразно показать следующие сведения:
- идентификационные данные объекта основных средств (инвентарный номер, краткую характеристику объекта, место его расположения и т. д.);
- выявленные дефекты и недостатки;
- перечень необходимых работ для приведения объекта основных средств в рабочее состояние;
- подписи членов комиссии, проводящих осмотр.
Вместе с тем, по нашему мнению, целесообразно утвердить формы документов в учетной политике учреждения. В качестве примера можно использовать акт о выявленных дефектах оборудования, который составляется по форме ОС-16, утвержденной Постановлением Госкомстата РФ от 21.01.2003 № 7.
Ремонтные работы могут проводиться как силами работников учреждения (в рамках исполнения ими своих должностных обязанностей), так и с привлечением сторонних организаций. Напомним, что привлечение сторонней организации должно осуществляться в соответствии с процедурами, предусмотренными федеральными законами от 05.04.2013 № 44-ФЗ «О контрактной системе в сфере закупок товаров, работ, услуг для обеспечения государственных и муниципальных нужд» (далее – Закон о контрактной системе) и от 18.07.2011 № 223-ФЗ «О закупках товаров, работ, услуг отдельными видами юридических лиц».
Предназначение карданной передачи
Карданная передача – так называется вал, состоящий из нескольких частей, вращающихся относительно друг друга. Подобное вращение обеспечивается за счет специализированного элемента, который называется крестовиной. Задача кардана заключается в передаче вращения от силового агрегата на задний редуктор. Крутящий момент с редуктора, через полуоси, перенаправляется на колеса. Конструкция у карданов на всех транспортных средствах идентичная, разница заключается только в габаритах, а также в формах отдельных элементов. В состав описываемого механизма входят следующие комплектующие:
- крестовина;
- пара валов – основной и промежуточный;
- опорный подшипник;
- муфта эластичного типа;
- соединение шлицевого типа.
Примеры наших работ
Джип Чероки # Передний карданный вал
Изготовитель карданного вала – компания Спайсер (ставится на конвейере Джип).
Состояние вала, обнаруженное после разборки (что зачастую является не самым простым делом из-за множественных остатков разбитого пластика) выглядит удручающим, однако вал вполне подлежит восстановлению.
На шейке вала хорошо заметны забоины от шлица втулки при работе «на излом». Конструктивно это провоцируется малой длиной шлицевой части.
При реставрации длина шлицов была увеличена на 18 мм, что придало конструкции дополнительную надежность.
Киа Мохав # Рулевой карданчик
Машина в идеальном состоянии. Хозяин – очень аккуратный и требовательный человек. Стук в рулевом управлении вызывал дискомфорт и желание улучшить ситуацию.
Причина стука – износ полиамида, нанесенного на заводе-производителе на вал шлицевого соединения рулевого карданчика, и, как следствие, люфт в соединении.
Машина не самая распространенная, поэтому для исполнения заказа изготовили специальную оснастку, что удлинило срок исполнения на 3 дня. В остальном все было как обычно: удаление старого покрытия, нанесение полиуретана. Люфт исчез. Стук в рулевом, естественно, тоже.
Тойота Тундра # Задний карданный вал
Очередное изделие компании Спайсер. Материал вала сплав алюминия. Покрытие – полиамид.
На глаз износа покрытия практически не заметно. Однако, большая нагруженность узла тяжелого автомобиля предъявляет высокие требования к люфтам. И даже появление минимальной слабины проявляется сильной вибрацией при движении автомобиля.
При стоимости нового вала более 100 000 рублей, восстановление шлицевого соединения кажется весьма оправданным шагом.
После замены покрытия на полиуретан посадка вала стала плотной, что исключило минимальный люфт, и, как следствие, вибрацию.
Ниссан Навара # Передний карданный вал
Отметим, что шлицевое соединение абсолютно идентично валу Ниссана Пасфайндер. Со всеми плюсами и минусами.
Покрытие Рильсана (в этом случае – коричневого цвета) отслоено практически по всей поверхности. После этого начинается лавинообразный рост вибрации и сильный износ уже металлических поверхностей шлицов втулки
Поэтому для владельца автомобиля важно не упустить этот момент. Иначе восстановление шлицевой пары будет проблематичным, и придется потратить минимум 15 000 рублей на контрактный кардан (или около 30 000 на новый) вместо 5-6 тысяч за восстановление
В данном случае восстановить шлицевую пару вполне удалось, хотя пришлось изготовить дополнительную оснастку с учетом повышенного износа втулки
В данном случае восстановить шлицевую пару вполне удалось, хотя пришлось изготовить дополнительную оснастку с учетом повышенного износа втулки.
Уаз Патриот (2012 г.в.) # Рулевой карданчик
Износ шлицевой в этом узле достаточно распространенная проблема, которую многие автоумельцы решают по-своему: обжимая втулку ударами кувалды, фиксируя вал вкрученным болтом и т.п. Временный результат это, безусловно дает. Однако полностью теряется элемент безопасности, которую обеспечивает оригинальное соединение. В случае лобового удара рулевая колонка должна сложиться, а не …
Необъяснимо высокая цена за новый карданчик (6-10 тысяч рублей) делает его реставрацию абсолютно обоснованной. При этом, удлиненная шлицевая часть будет более надежной, чем оригинал.
Шлицевое соединение позволяет валу во время вращения перемещаться по оси, и очевидно, что при неисправности шлицевой части от автомобиля не стоит ждать комфортной и безопасной работы. Рассмотрим, какие бывают неполадки, как их выявить и что представляет собой ремонт шлицевой части кардана.
Шлицевые соединения разделяют на подвижные и неподвижные. Подвижные испытывают значительные нагрузки, что ведёт к износу. Если при этом недостаточно хорошо следить за автомобилем, забывать о регулярной профилактике – смазке, проверке герметичности сальника, то можно столкнуться и со слишком быстрым изнашиванием шлицев.
Признаки и виды неисправностей
Чтобы устранить проблему, ее прежде всего необходимо выявить. Шлицевое соединение служит вполне солидный срок (в среднем 30-50 тысяч километров), долго не вызывая беспокойств, но ни одна деталь не вечна, и следует провести диагностику, если:
- во время движения слышатся лишние шумы, стуки, неприятные звуки;
- присутствуют рывки, вибрации в кардане;
- при включенном полном приводе присутствует биение руля;
- увеличился люфт рулевого колеса.
Изношенные шлицы раньше или позже полностью выведут из строя карданную передачу, что может привести к неблагоприятным последствиям и даже аварии. Чтобы избежать этого, необходимо вовремя получить качественный ремонт шлицевой кардана.
Проблемы со шлицевыми соединениями могут возникнуть следующие:
- износ шлицев на валах;
- смятие запчастей;
- возникновение острых краев, наличие иных дефектов: забоин, заусеницев;
- износ шлицев во втулке;
- поломка отдельных зубьев.
После того как были обнаружены неполадки, затягивать с их устранением не стоит и доверить эту процедуру лучше опытным мастерам.
Восстановление шеек коленчатых валов наплавкой под флюсом
Автоматическая наплавка под легирующим флюсом является одним из наиболее простых способов восстановления изношенных стальных коленчатых валов. Так как наплавленный металл в процессе его охлаждения самозакаливается до требуемой твердости, то термической обработки валов после наплавки нс требуется. При восстановлении шеек несколько снижается усталостная прочность коленчатых валов, что практически не сказывается на их ресурсе. При точном соблюдении режима процесса наплавки ресурс вала после ремонта почти такой же, как у нового. Схема процесса автоматической наплавки металла на шейку коленчатого вала показана на рис. 9.3. Деталь //, закрепленная в центрах токарного станка, вращается с частотой 2. 5 мин» 1 . Электродная проволока 4
подается в сварочную ванну9. Флюс2 из бункера 7 равномерно подается в зону электрической дуги8. Флюс должен надежно закрывать дугу: малейшее ее обнажение приводит к нарушению стабильности процесса, разбрызгиванию электродного металла, неравномерности толщины наплавленного слоя, образованию в наплавленном металле пор и раковин. Для лучшего удержания флюса на поверхности шейки вала электродную проволоку подают к детали под углом по отношению к оси вращения детали. Чтобы поверхность наплавленного металла /2 была более
Рис. 9.3. Схема наплавки металла на шейку коленчатого вала под флюсом:
/ — бункер; 2
— флюс;3 — мундштук;4 — электродная проволока;5 — подаюший ролик;6 — зажим мундштука; 7 — сменный наконечник;8 — электрическая дуга; 9— сварочная ванна, /0 — корка застывшего флюса; // — деталь;/2 — наплавленный металл
гладкой, образующийся валик должен перекрывать ранее наплавленный не менее чем на треть его ширины.
Для подачи электродной проволоки в зону горения дуги используют наплавочные головки ОКС-1031 Б, -1252А и др. Головка ОКС- 5523 работает в полуавтоматическом режиме и имеет механизм бесступенчатого регулирования скорости подачи электродной проволоки и универсальные центросмсстители. Источниками питания при автоматической наплавке под флюсом служат преобразователи ПСГ-500 и ПСУ-500-2, выпрямители ВС-600 и др.
На стальные коленчатые валы металл наплавляют чаще всего с использованием пружинной проволоки второго класса диаметром
1,6. 2,0 мм. В качестве флюса наиболее широкое применение при наплавке металла на шейки стальных валов находит композиция следующего состава, мае. %: флюс марки АН-348А—93; порошковый графит— 2,5; порошковый феррохром— 2,0; жидкое натриевое стекло — 2,5.
Перед наплавкой восстанавливаемые поверхности шеек валов зачищают абразивной шкуркой до блеска. Для снятия с электродной проволоки остатков смазки перед выходом проволоки из наплавочной головки устанавливают резиновые шайбы. Отверстия масляных каналов коленчатых валов перед наплавкой закупоривают графитовой пастой. Эту операцию выполняют за 3. 5 ч до наплавки для того, чтобы паста успела затвердеть.
Наплавка металла на шейки ведется в следующем режиме: напряжение дуги 22. 26 В, сила сварочного тока 170. 230 А, частота вращения детали 2,7. 4,0 мин -1 , шаг наплавки 3,5. 4,5 мм/об. Скорость подачи проволоки зависит от ее диаметра. При диаметрах проволоки 1,6; 1,8 и 2,0 мм скорости ее подачи составляют соответственно 1,6. 2,0; 1,5. 1,8 и 1,3. 1,7 м/мин.
Источник
5.2. Методы оценки технического состояния оборудования
Различают субъективные и объективные методы оценки ТС оборудования.
Под субъективными (органолептическими) методами подразумеваются такие методы оценки ТС оборудования, при которых для сбора информации используются органы чувств человека, а также простейшие устройства и приспособления, предназначенные для увеличения чувствительности в рамках диапазонов, свойственных органам чувств человека. При этом для анализа собранной информации используется аналитико-мыслительный аппарат человека, базирующийся на полученных знаниях и имеющемся опыте. К субъективным методам оценки ТС относят визуальный осмотр, контроль температуры, анализ шумов и другие методы.
Под объективными (приборными) методами подразумеваются такие методы оценки ТС, при которых для сбора и анализа информации используются специализированные устройства и приборы, электронно-вычислительная техника, а также соответствующее программное и норма-тивное обеспечение. К объективным методам оценки ТС относятся вибрационная диагностика, методы неразрушающего контроля (магнитный, электрический, вихретоковый, радиоволновой, тепловой, оптический, радиационный, ультразвуковой, контроль проникающими веществами) и другие.
Восстановление и ремонт правого приводного вала (чашка была приварена)
Всем доброго дня. Вот решил заняться правым валом, т.к. подвесной подшипник уже совсем разваливался, гул стоял, как в электричке. Ранее я упоминал, что пытался уже ремонтировать, но вал намертво приварен к чашке трипоида и снять его без помощи токаря никак не удастся. Как, собственно, и спасти саму чашку. Прикупил все необходимое, а именно: подшипник 6206 фирмы KOYO (Япония),
чашку трипоида мне подогнал уважаемый Zenon1980. Договорился со знакомым токарем на работе на определенный день, т.к. работы там предстояло много. Еще проблемой было то, что занят гараж с ямой. Пришлось все делать на земле. И это вполне осуществимо, необходимо терпение и сноровка. Процесс снятия вала описывать не буду, процедура простая. У меня только пришлось срезать гайки с тяг стабилизатора, внутренние шестигранники в пальцах провернуло сразу, открутить никак. Я сделал пропилы под рожковый ключ с внутренней стороны пальцев тяг и закрутил без проблем. Кому интересно, могу описать подробно.Итак, вал снят и привезен на работу к токарю.


Первым делом надо было срезать старую приваренную чашку.


Она цементированная и очень твердая. Берется только эльборовским резцом(искусственный алмаз).

Чашку срезали и на предстали остатки шлицов.
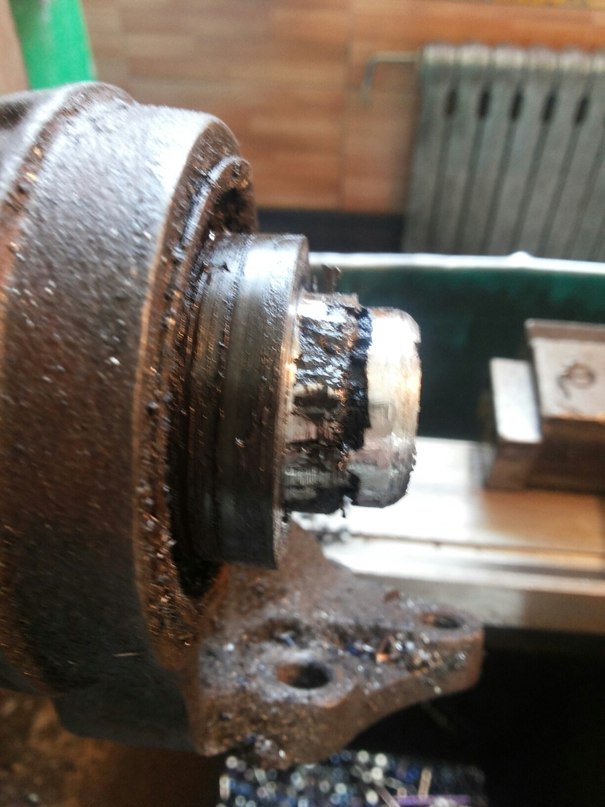
Сбили все остатки и старый подшипник.

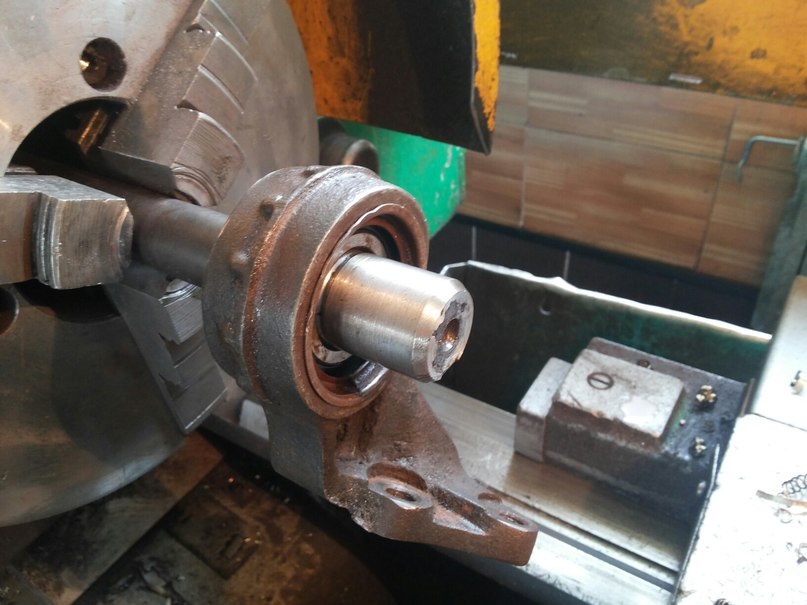
Далее в наплавку проволокой повышенной твердости, которой восстанавливают методом наплавки изношенные детали грузовых вагонов. Замотал асбестом посадочное место подшипника, дабы не повредить при наплавке.


Потом обработка на станке под размер.
Шлицы в чашке не первой свежести

и было решено на валу сделать такие же, но больше размером и потом посадить прессом с очень большим натягом, естественно отцентрировать на токарном станке. Так и сделали. Процесс нарезки шлицов и посадки чашки на вал не сфотографировал, был занят своей работой. Когда освободился, ребята уже все собрали. Поставили новый подшипник, закалили конец вала и запрессовали усилием в 700 кг вал в чашку. Получилось отлично!

Правда потом как сбить чашку с вала я пока не представляю)))))Кстати, тут где-то вопрос поднимался по сальникам на подвесной, я поставил старые. Резины там уже давно нет, только металл. Получились просто заглушки. Если не покорять полметровые броды, то вода в подшипник попасть не должна, плюс сам подшипник герметичный.На следующий день сборка вала, замена ШРУСа, пыльников и установка на машину. Совсем другое дело!

Впереди еще замена сайлентблоков траверсы. Всем добра)
Сфера использования и особенности шлицевых соединений
Изготовление шлицов является достаточно востребованным в силу того, что вид получаемого в результате проведённых рабочих операций соединения необходим во многих сферах производства и промышленности. Чаще всего шлицевые соединения применяются при необходимости обеспечить крутящие моменты в соединениях вала с зубчатым колесом, шкивом, полумуфтой, а также рядом других деталей. В основном такой вид соединения является подвижным, то есть втулка способна двигаться по оси, поверхности шлица выступают в качестве направляющих для продольного перемещения элементов. Шлицевые соединения являются технологически сложными, особенно по сравнению со шпоночными, однако дают более высокие возможности. Так, с их помощью можно обеспечить отличную центровку втулки на валу, а также передавать значительные вращающие моменты.
Выбор холодной сварки для резьбы
На рынке представлено достаточно широкое разнообразие товаров, как отечественного, так и зарубежного производства. Следует выделить две основных разновидности по типу, которые встречаются сейчас. Это могут быть:
- Жидкие, которые состоят из двух компонентов, куда входит отвердитель и основная масса, отвечающая за склеивание;
- Пластилинообразные, которые по внешнему виду очень напоминают пластилин, и могут состоять из однослойного или двухслойного бруска, требующего предварительного перемешивания перед использованием.
Восстановление внутренней резьбы холодной сваркой требует особого подхода. Для этого дела подойдет продукция как отечественного, так и зарубежного производства. Популярными являются такие марки как Полимет, Алмаз, Hi-Gear и ABRO. Холодная сварка Алмаз для восстановления внутренней резьбы имеет подходящий состав и относительно невысокую стоимость.
При выборе марки стоит в первую очередь обращать внимание на крепость и пластичность. Благодаря пластичности масса сможет в точности принять нужную форму даже самым мелких деталей. Твердость понадобится при постоянном контакте с металлом, так как от частого использования все может отлететь и придется повторять ремонт заново
Твердость понадобится при постоянном контакте с металлом, так как от частого использования все может отлететь и придется повторять ремонт заново.
Как и где делать ремонт?
 Любые работы должны выполняться исключительно на дилерской станции технического обслуживания. Здесь используется только самое современное и лучшее оборудование. В таком сервисе работают лучшие мастера, которые регулярно повышают свои навыки при работе с техникой и приспособлениями.
Любые работы должны выполняться исключительно на дилерской станции технического обслуживания. Здесь используется только самое современное и лучшее оборудование. В таком сервисе работают лучшие мастера, которые регулярно повышают свои навыки при работе с техникой и приспособлениями.
Не следует обслуживаться в сервисах, расположенных в гаражных кооперативах. Прежде всего, здесь не дадут гарантию на выполненные работы. Часто на таких станциях «мастера» снимают оригинальные запчасти, а на их место ставят поддельные. Как итог – через небольшой пробег выходят из строя другие механизмы.
Ремонт шлицевого соединения – это сложная процедура, которую делать необходимо исключительно в дилерском сервисе. Для этого стоит пользоваться только лучшим оборудованием, которое имеется именно на дилерской станции. Да, обслуживание в дилерском сервисе предполагает наличие денег у клиента. Но каждая вложенная копейка себя оправдает, потому что все делается качественно. На сделанный ремонт предоставляется гарантия. В случае если шлицы срываются или «слизываются» во время обкатки, сервис на себя берет все обязательства по устранению неисправности.
Шлицы являются одним из конструктивных элементов карданного вала. В процессе эксплуатации автомобиля они изнашиваются, что приводит к преждевременному выходу из строя всего кардана. Во избежание этого рекомендуем обратиться в автосервис. На месте вам могут предложить восстановление шлицов на кардане, но делать этого ни в коем случае нельзя.
Доверьте свой автомобиль настоящим профессионалам своего дела. Обратитесь в нашу компанию, чтобы выполнить замену шлицевого соединения вала и получить весь спектр профессиональных услуг по доступным ценам. В кратчайшие сроки мы восстановим работу вашего транспорта, используя специализированное оборудование и соблюдая все стандарты качества.